产品描述
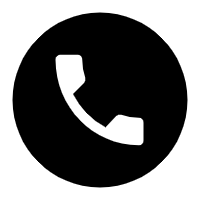
不锈钢结构件焊接后在时效处理时应注意哪些问题
1、A不锈钢,A不锈钢的焊接和堆焊比较简单,焊后可不进行热处理,或进行一次整体的固溶,由于其延展性较好,所以一般热处理不会出现较大的问题。但是额外提出一点,对于角焊缝,A不锈钢的角焊缝建议做成凸形而不是凹形,这样可以较好的防止开裂,这个我遇到过,稍微注意下就没什么问题了。
2、M不锈钢,M不锈钢的焊接说起来比较恶心,不是焊缝区不合格就是热影响区不合格。目前我对于M不锈钢的处理方法是如果强度有要求,则用同种材料焊材进行焊接,焊后均匀化退火或者正火,然后进行淬火+回火,基本可以保护焊缝、热影响区以及母材的性能相同,这里要注意一点,在热处理时确定要使用母材相对应的淬火介质,甚至是冷却速度慢的淬火介质,因为如果销量好步的均匀化退火没做好,焊缝熔合线位置特别容易开裂;如果强度上没有要求,则使用A不锈钢焊材进行焊接,焊后去应力回火,这样的处理可以很效果优良的防止开裂,但强度上焊缝和热影响区均比母材差。



免费获取产品报价
我们的工作人员将会在24小时之内(工作日)联系您,如果需要其他服务,欢迎拨打服务热线15076744008

集多种行业精密产品工艺研制、制造、销售和服务于一体的精密核心零部件供应商。

Copyright © 2023 河北航天晟达精密机械有限公司
冀ICP备2021022842号-1