半导体零件
半导体零部件是半导体设备的关键构成,据不全部统计,目前行业里关于半导体零部件的种类划分尚未形成标准,目前主要有以下几种分类...
 产品咨询:
15076744008
产品咨询:
15076744008
半导体零部件是半导体设备的关键构成,据不全部统计,目前行业里关于半导体零部件的种类划分尚未形成标准,目前主要有以下几种分类方法。
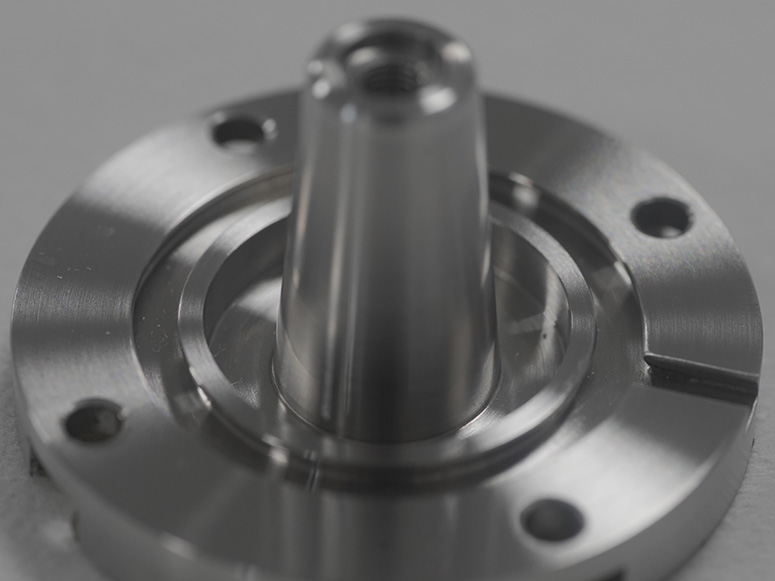
按照典型集成电路设备腔体内部流程来分,零部件可以分为五大类:电源和射频控制类、气体输送类、真空控制类、温度控制类、传送装置类。其中电源和射频控制类包括射频发生器和匹配器、直流/交流电源等。气体输送类主要包括流量控制器、气动部件、气体过滤器等。真空控制类包括干泵/冷泵/分子泵等各种真空泵、控制阀/钟摆阀等各类阀件、压力计以及O-Ring密封圈。温度控制类则包括加热盘/静电吸盘、热交换器及升降组件。传送装置类包括机械手臂、EFEM、轴承、细致轨道、步进马达等。
按照半导体零部件的主要材料和使用功能来分,可以将其分为十二大类,包括硅/碳化硅件、石英件、陶瓷件、金属件、石墨件、塑料件、真空件、密封件、过滤部件、运动部件、电控部件以及其他部件。其中各大类零部件还包括若干细分产品,例如在真空件里就包括真空规(测量工艺真空)、真空压力计、气体流量计(MFC)、真空阀件、真空泵等多种关键零部件。
按照半导体零部件服务对象来分,半导体核心零部件可以分为两种,即细致机加件和通用外购件[1]。细致机加件通常由各个半导体设备公司的工程师自行设计,然后委外加工,只会用于自己公司的设备上,如工艺腔室、传输腔室等,国产化相对容易,一般对其表面处理、细致机加工等工艺技术的要求较高;通用外购件则是一些经过长时间验证,深受众多设备厂和制造厂广泛认可的通用零部件,具有标准化,会被不同的设备公司使用,也会被作为产线上的备件耗材来使用,例如硅结构件、O-Ring密封圈、阀门、规(Gauge)、泵、Face plate、气体喷淋头Shower head等,由于这类部件具备较强的通用性和一致性,并且需要深受设备、制造产线上的认证。



免费获取产品报价
我们的工作人员将会在24小时之内(工作日)联系您,如果需要其他服务,欢迎拨打服务热线15076744008

集多种行业精密产品工艺研制、制造、销售和服务于一体的精密核心零部件供应商。

Copyright © 2023 河北航天晟达精密机械有限公司